Obróbka cieplna i cieplno-chemiczna metali
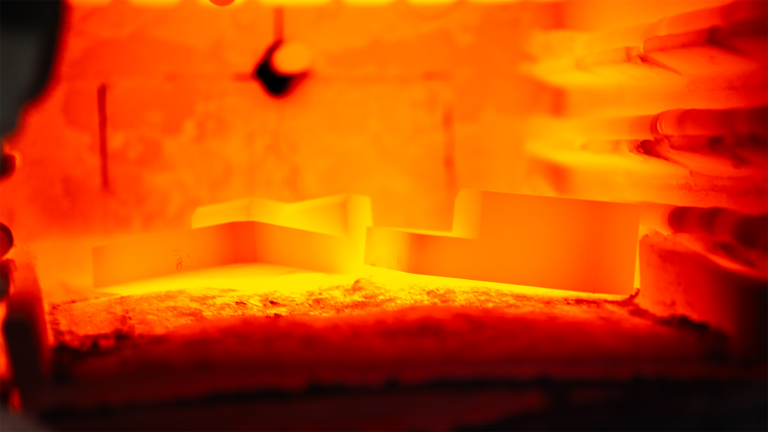
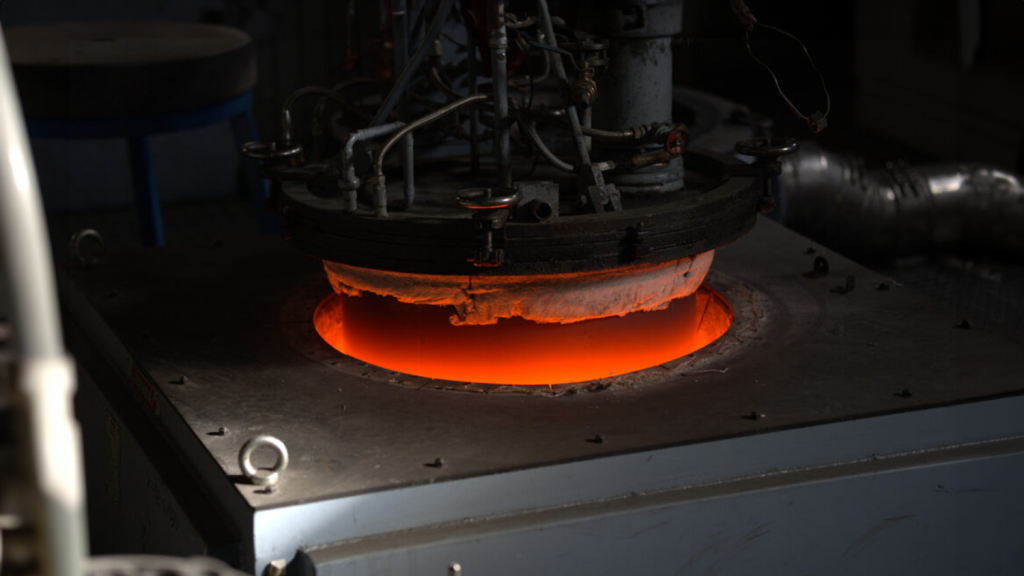
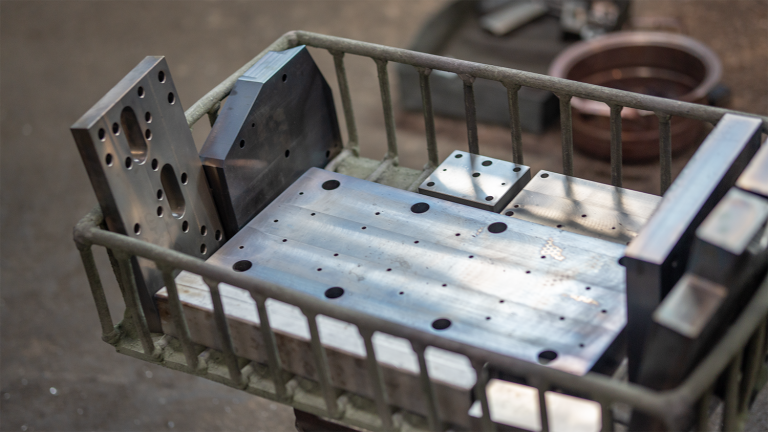
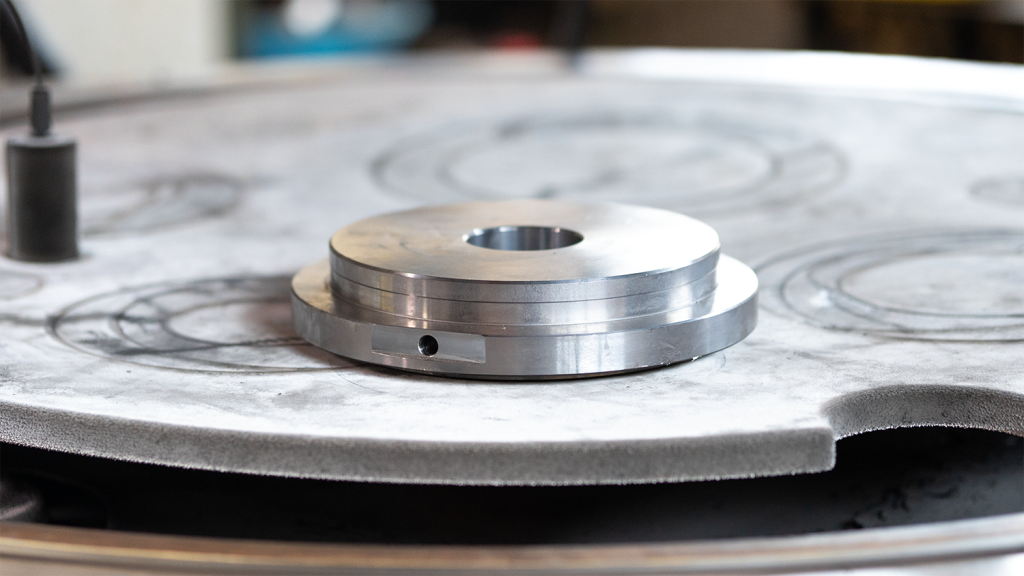
Specjalizujemy się w świadczeniu usług w zakresie obróbki cieplnej oraz cieplno-chemicznej tj. azotowaniu jonowym, które przeprowadzamy z wykorzystaniem urządzenia JONIMP 900/500. Azotowanie jonowe to nowoczesny proces, stosowany w celu zwiększania twardości powierzchniowej stali. Technologia znajduję zastosowanie w wielu obszarach gospodarki, m.in. w przemyśle samochodowym, lotniczym oraz energetycznym. Azotuje się elementy konstrukcyjne i narzędziowe, które są narażone na zużycie ścierne i korozję podczas pracy. W laboratrium dysponujemy również dwukomorowym piecem próżniowym RVFOQ-224 o wymiarach komory grzejnej 600x400x280 mm, umożliwiającym jasne nagrzewanie wsadu do temperatury 1200°C oraz hartowanie bez kontaktu z powietrzem, z możliwością chłodzenia w azocie lub oleju. Nasi pracownicy posiadają wieloletnie doświadczenie w tych obszarach oraz dbają o zdobyte zaufanie naszych Klientów.