A robot that forges construction pins

Scientists from Łukasiewicz – Poznań Institute of Technology have designed and built a station for automatic forging of construction pins. The pins are produced twice as fast as hand-forged ones and can be of any length.
Pins are metal rods with a locally enlarged diameter, and are very often used in construction to reinforce concrete ceilings and walls. They increase the load-bearing capacity of ceilings, protect walls from damage, and improve the stability of structures.
Rebar with a diameter of Ø 10 to 32 mm is very popular on the market. However, they have a limited length. The companies that produce them manufacture them vertically, so the length of the stud depends on the working space of the press. However, many concrete structures require longer studs, which is why scientists from Łukasiewicz – PIT have developed a technology for forging them horizontally, increasing the efficiency of this process.
They have created an automated station consisting of an industrial robot arm, an eccentric press with a self-clamping forging device, a blank feeder, a vertical forging magazine, and two induction heaters. Such a solution enables one-sided and two-sided shaping of cracks, thickening, and heads at the ends of ribbed bars with a length of 405 mm to 1005 mm.
“The starting point for the automatic forging station was a manual station. We assumed that the tasks performed by humans would be replaced by machines,” explains Dr Szymon Szkudelski, leader of the volumetric shaping area at Łukasiewicz – PIT.
“We receive signals from the market that construction pins are needed in small and medium series in a short time. Simultaneously, their production costs are rising. Our automated station is a response to these needs,” he adds.
At a manual station, 840 dowel heads can be forged during one shift. The efficiency of the automated station is twice as high.
How does it work?
In simple terms, the process begins with inserting the bar into the heater inductor. Then, heating begins. A signal indicating the end of heating activates the robot arm, which grabs the bar and pulls it out of the inductor. The arm places it in the first tool cut-out in the forging device, and then transfers it to the second cut-out and performs two upsetting operations at the end of the rod. When the upsetting is complete, the robot arm transfers the rod to a vertical conveyor, which acts as a temperature buffer. The hot bar must cool down before it can be formed in the next location. The buffer is filled with forgings waiting for further forging and those that have been forged twice, i.e., are finished. The station records the position of the finished forgings and drops them into the loading box.
“The problem we had to solve was that the forgings would get stuck in the tools, preventing the robot from removing them,” admits Dr Szymon Szkudelski. “At a manual workstation, these differences are eliminated by a person using specialised hand tools to knock out the forging, but we had to find a solution at the design level – and we succeeded. We designed a special stripping system that prevents the forging from jamming in the forging tools,” he explains.
FIND OUT MORE

31 October 2024
Łukasiewicz – PIT at European ESG Congress

15 November 2024
The deposit-refund system: what lies ahead and how can we learn from the experience of other countries?
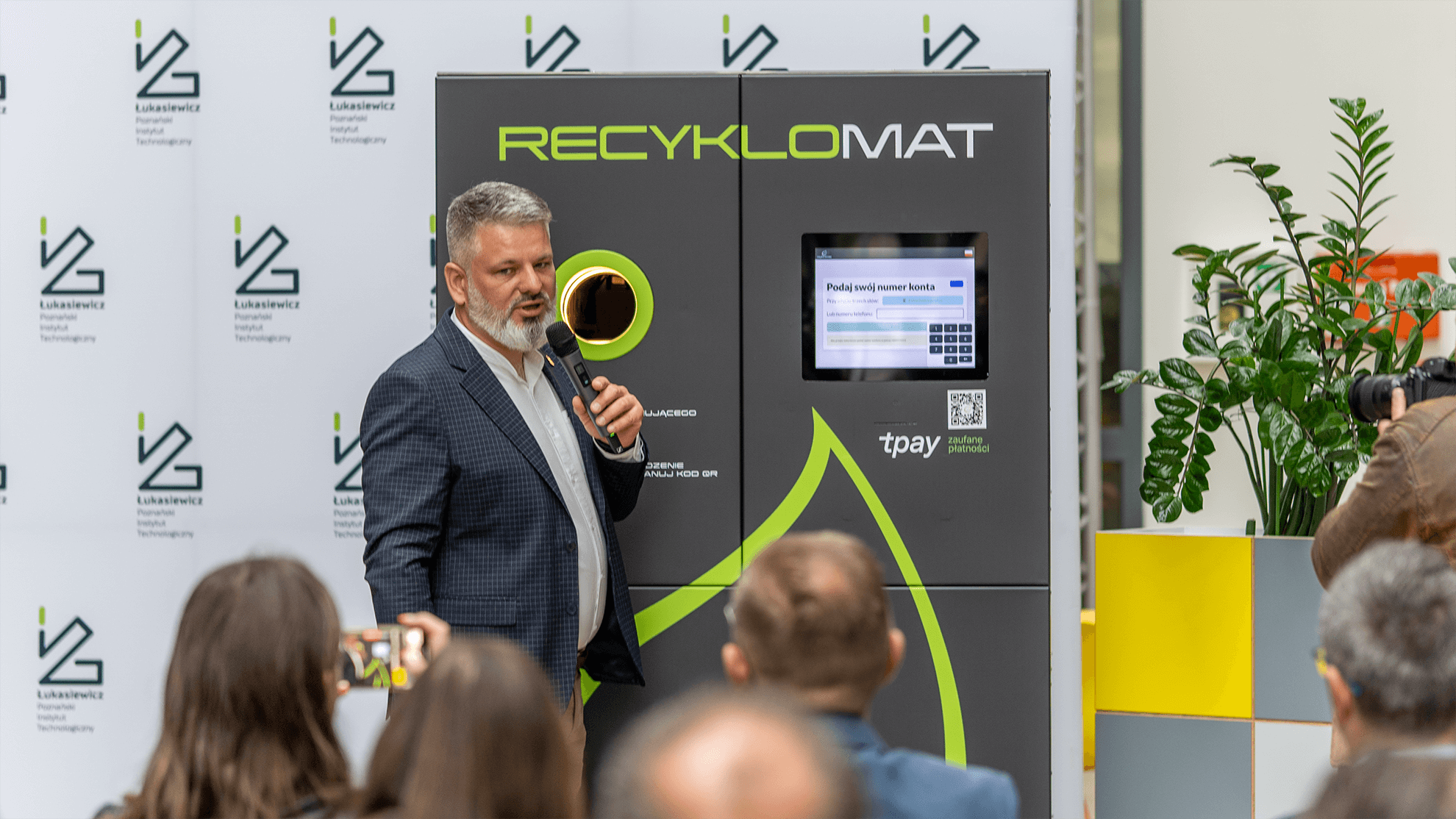
26 September 2024
Innovative reverse vending machine debuts on the market
26 September 2024